In my previous article, I promised to get back with Absolute Measurement test results from our pilot with real car parts. Here we go then:
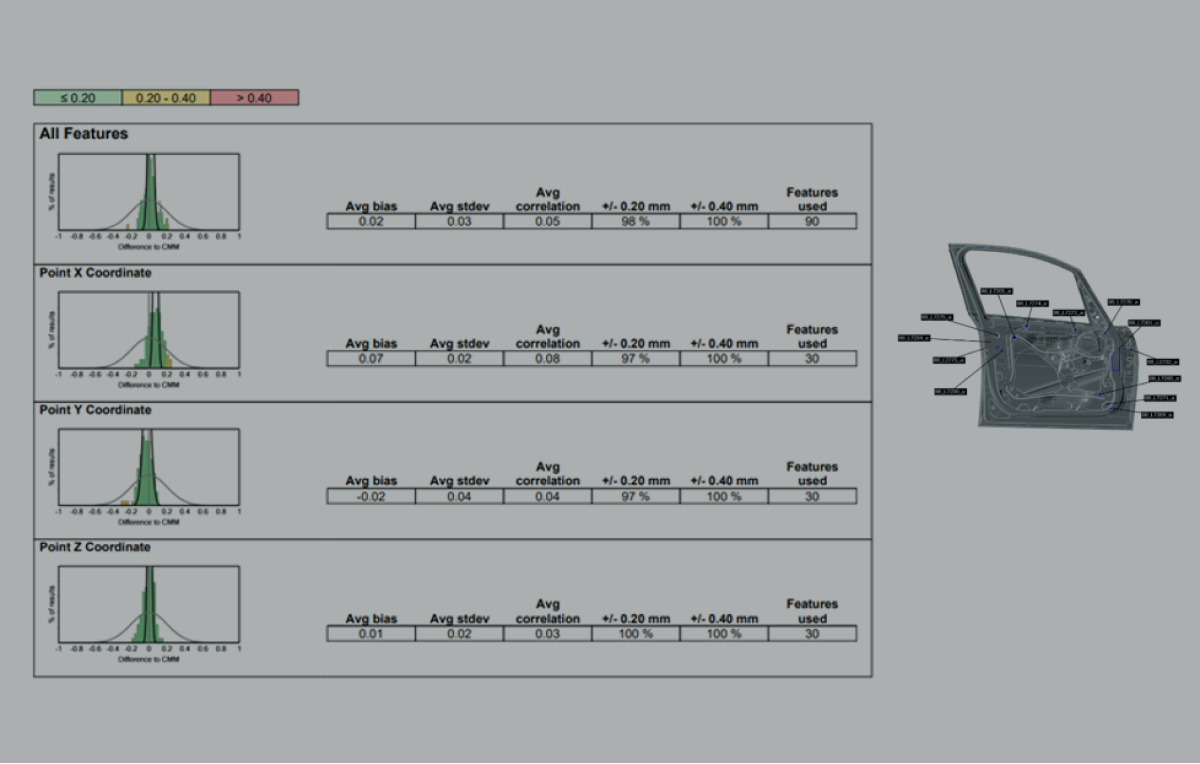
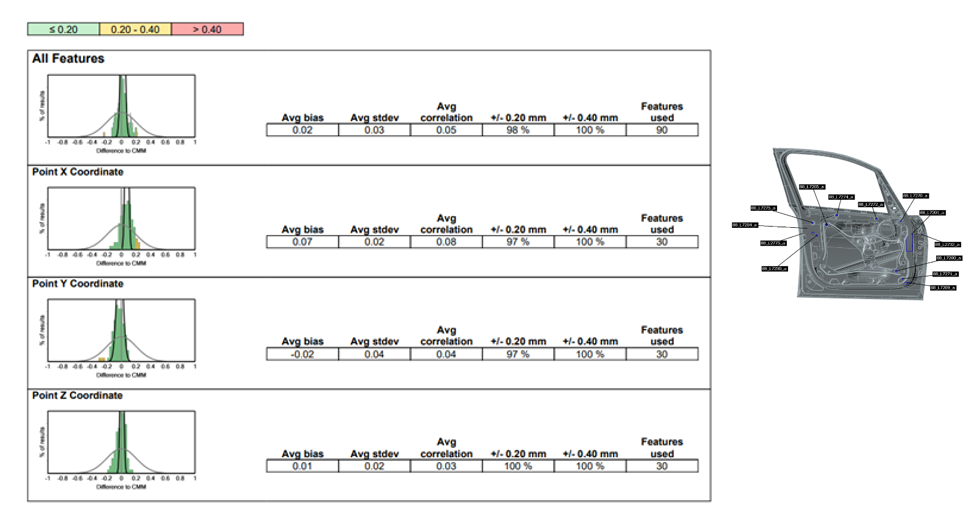
In the image below, you can see the CMM correlation results for the door part seen in earlier parts of this blog series, programmed and measured completely with CAD referencing.
In the next image, we see another set of CMM correlation results for the subframe part shown in the programming animations of my previous article, also with pure CAD referencing:
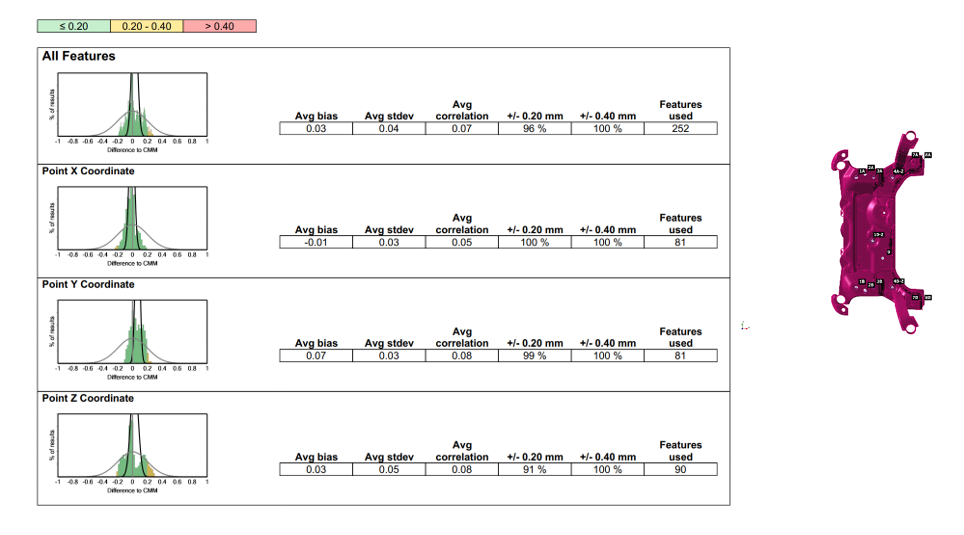
As we can see, the correlation level we can reach with Mapvision Absolute Measurement is the same or better than with traditional CMM referencing: less than 0.1mm on average.
The New Possibilities These Verified Results Open Up
Now, let's stop for a moment and think about the possibilities this level of flexibility will open up!
You can program and deploy quality inspection in minutes without having to go to the CMM, and start adjusting your production immediately.
Change your parts every week? No problem. Ramp up in a week without CMM? No problem.
30 variants in the same system? Not a problem at all.
This is what Mapvision Absolute Measurement means in practice. You can now probably see why we are so excited about this new technology. We believe this will change in-line quality inspection forever. Welcome to the era of production without a CMM!
Want to hear more? Get in touch with our experts now.